Пластиковые окна имеются сейчас в большинстве российских квартир. Но далеко не всем россиянам известно, как производят эти востребованные изделия. Сегодня мы намерены восполнить этот пробел, рассказав на примере найденного в интернете фоторепортажа о работе одного из московских предприятий, работающих в этой области.
Как изготавливается рама окна и оконные створки
Костяком любого пластикового окна является армирующий профиль. На его наличие следует обращать особое внимание при подборе оконных конструкций для своей квартиры.

Основным производителем армирующего профиля является работающая в России компания Rehau. Поставки профилей Rehau на предприятие производятся оптовыми партиями.
Читайте также Пластиковые окна, как выбрать и установить

Профиль разрезается на специальном станке. Полученные заготовки могут быть разной длины.

В заготовках нарезаются технологические отверстия, необходимые в ходе пользования окном. Эти отверстия также необходимы, чтобы на стальную сердцевину закрепить всю совокупность пластиковых деталей.
После нарезания отверстий рабочий вставляет армирующий профиль из стали в пластиковую оплетку.

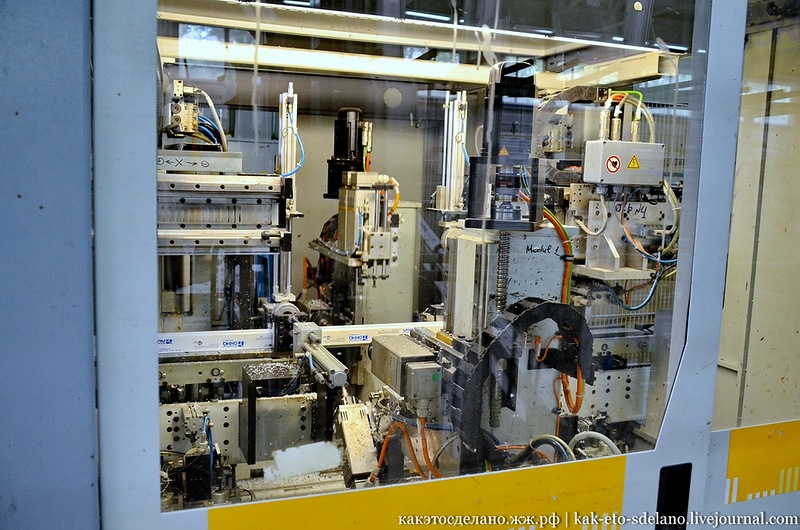
Скрепление этих элементов между собой производится специальным станком. Этот же станок наклеивает этикетки со штрих-кодами. Наличие штрих-кодов гарантирует попадание каждого элемента на отведенное для него место.
Затем заготовки оказываются на участке, на котором происходит соединение армированного элемента с пластиком.

Станок получает саморезы из специальных вибрирующих ведер. При этом крепеж укладывается на ленту головкой вверх. Затем лента уходит вглубь станка, где и происходит операция соединения элементов.

Одновременно соседняя линия производит сборку оконных створок. Их изготовление производится аналогично.

Скрепленные элементы подаются на сварочный участок. Здесь конструкция превращается в единое целое и становится рамой или створкой.

Каждый сварочный аппарат имеет 4 головки. Они разогревают места стыков до 250°С за каких-то 40 сек. Для компенсации укорачивания элементов в ходе сварки их исходная длина превышает норму на 6 мм. Этот припуск уходит в сварные швы, формируемые на обоих концах заготовок.
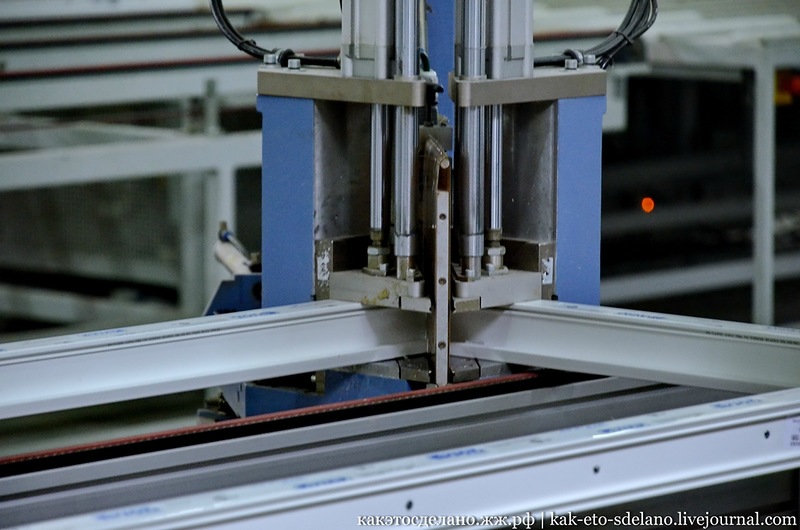
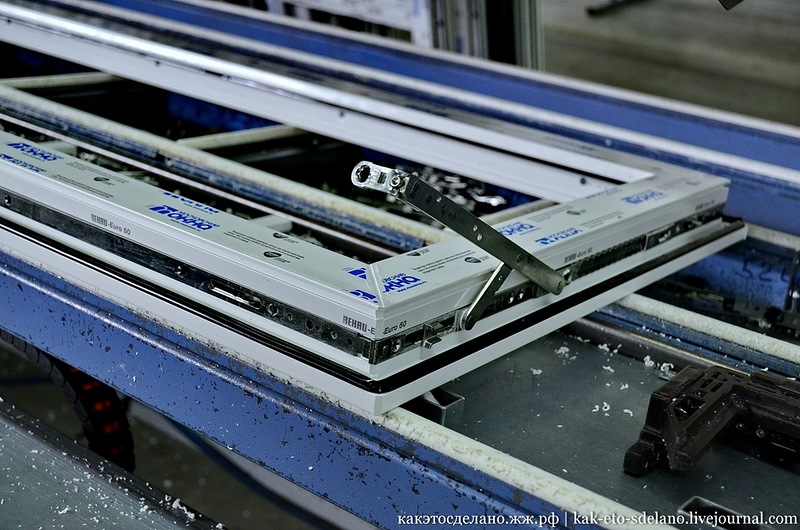
Синие столбики, которые заметны на следующем фото, предназначены для установки датчиков. Назначение датчиков состоит в том, чтобы автоматически запустить сварочный автомат, когда рабочий закончит установку заготовки и выйдет из сварочной зоны.

Так выглядит сварной шов после завершения операции.

Обработка швов выполняется другим станком, практически не требующим человеческого внимания.

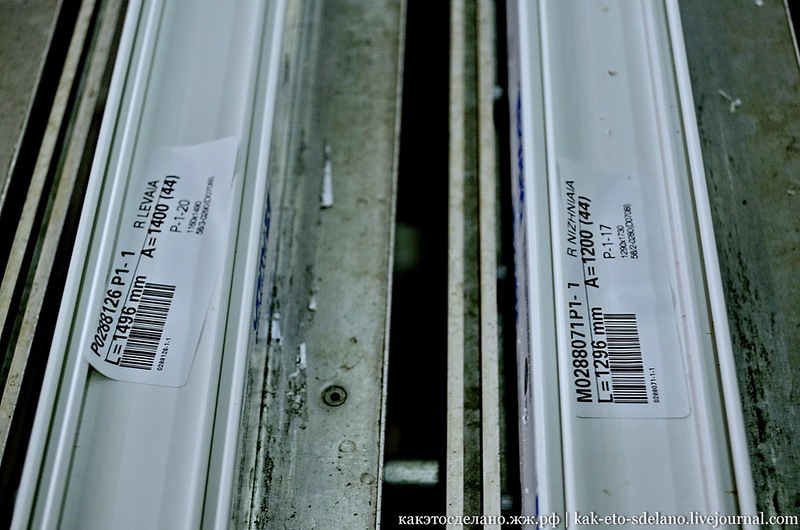
Так выглядят готовые оконные перемычки.

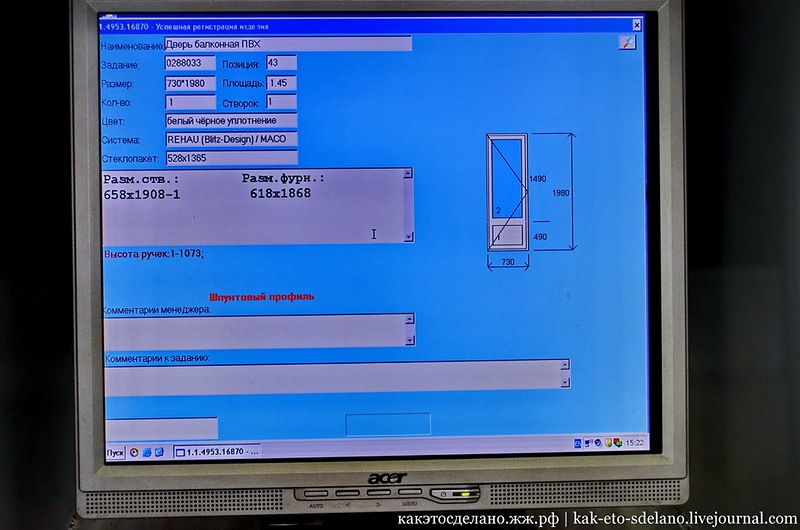
Если отсканировать нанесенный на перемычку штрих-код, можно определить, для какого изделия она предназначена.

На экране монитора тут же высвечивается полная информация. Из нее можно получить все необходимые сведения, включая информацию конструкционного характера.
Предназначение следующего участка, куда поступает рама, состоит в установке уплотнителей. Уплотнители могут быть различных цветов. Служат же они для обеспечения герметичности окон, т.е. обеспечивают отсутствие сквозняков. Кроме того, они не позволяют грязи и пыли попадать во внутренние объемы окна.

Далее на оконной раме рабочие крепят различную фурнитуру. Причем размеры ее могут быть различны. Это обусловлено особенностями конкретного окна.
Фурнитура крепится с помощью специального инструмента, работающего быстрее обычного шуруповерта. Некоторые же элементы крепятся вручную. Для этого к раме прикладывают шаблон, обеспечивающий высокую точность выполнения операции.

Удобство транспортировки оконных конструкций обеспечивается с помощью закрепленных на них ручек.

После установки уплотнителей и фурнитуры створки вставляются в оконную раму. Совместимость собранных элементов проверяют путем закрывания и открывания.
Читайте также 7 советов по утеплению пластиковых окон

Проверенную оконную конструкцию размещают на верстаке, чтобы на нижнюю ее часть нанести силикон.

Снизу к окну прикручивают профиль, который при установке замуровывается в оконный проем. На нем крепится подоконник и отлив.

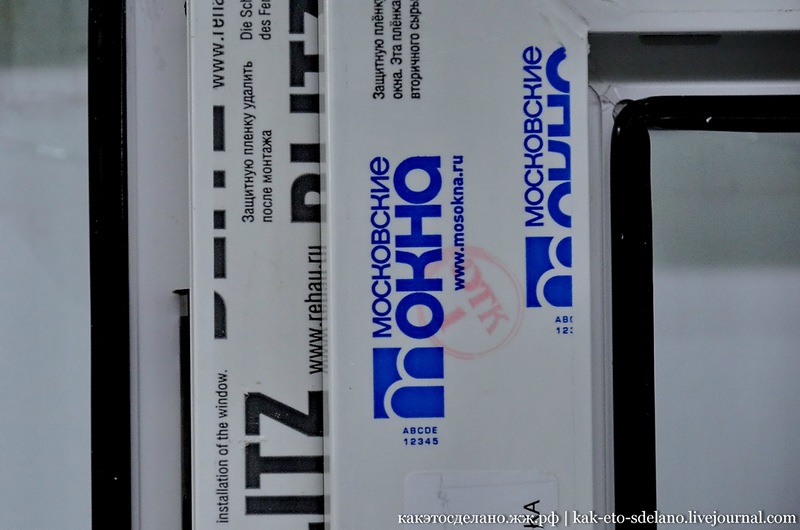
Каждое готовое окно проходит проверку в отделе качества. После проверки на защитное покрытие окна ставится штамп ОТК
В готовые рамы и в створки вставляют стеклопакеты, изготавливаемые этим же предприятием. Стеклопакеты закрепляют штапиками, закрепляемыми с внутренней стороны.

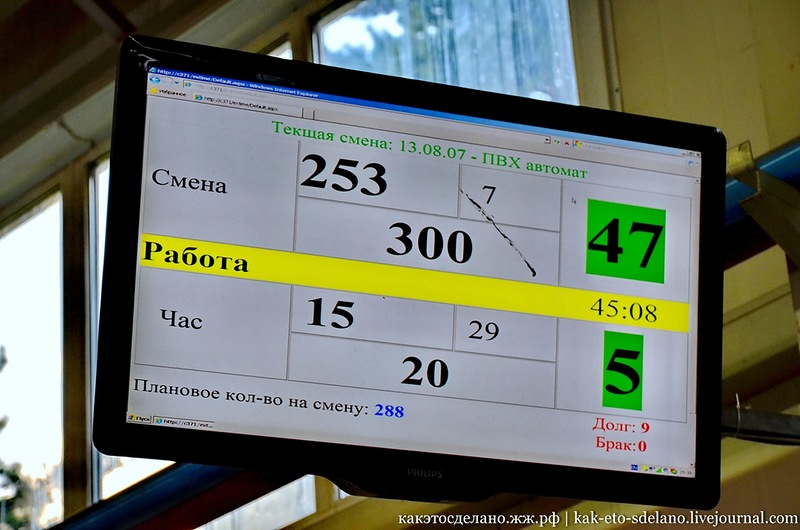
В поле зрения рабочих всегда находится дисплей. По нему они видят ход выполнения дневного задания. Цифры на зеленом фоне говорят об их успешной работе.
Готовые рамы устанавливаются на специальную тележку, на которой их отправляют на окончательную сборку и на склад.

Изготовление стеклопакетов
Процесс изготовления стеклопакетов начинается в стекольном цехе.

На поверхность специального стола, укрытого плотным мягким материалом аккуратно укладывается стекольный лист 2,2×3,2 м.
Мастер корректирует укладку листа на столе, чем обеспечивается правильность предстоящей нарезки. Резка стекла выполняется с помощью специальной алмазной насадки. Ее применение исключает вероятность даже малейших сколов по линии реза.

Разламывание стекла по выполненным автоматом надрезам мастер производит вручную.

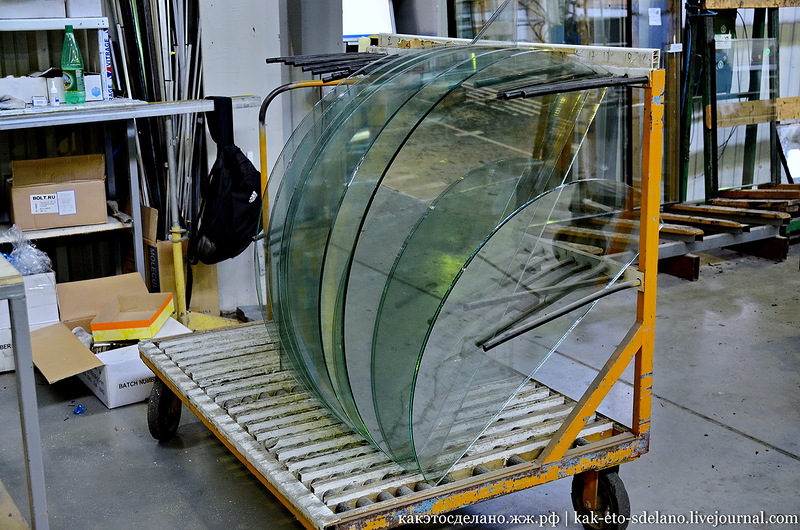
Автомат способен нарезать стекла любой формы, в том числе и полукруглые, как на этом фото.
Нарезанные стекла отправляются на мойку. Этим обеспечивается отсутствие грязи во внутренней полости стеклопакета. Моечный аппарат производит также и сушку стекол.

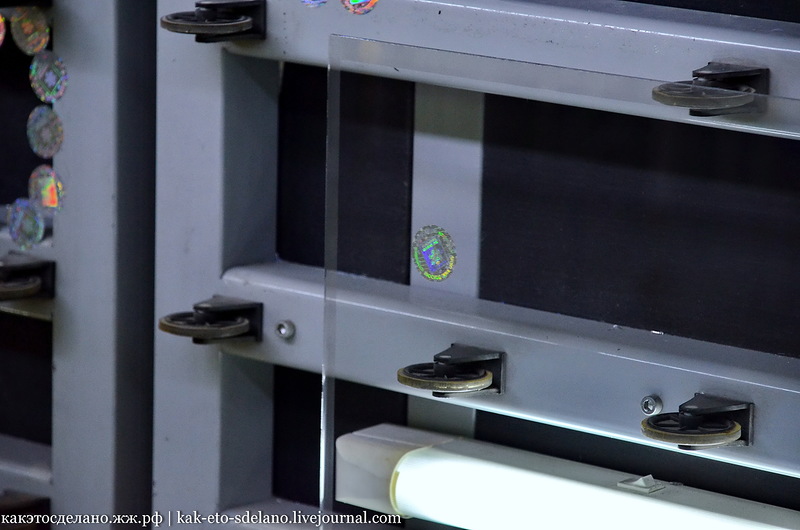
На стекла, обладающие теплоотражающим эффектом, наклеивают стикеры со специальной голограммой.
Склеивание стекол в стеклопакеты производится с помощью рамок, изображенным на следующем фото. Для их склеивания используется герметик.

Если заказан трехслойный пакет, к стеклу мастер приклеивает первую рамку, на нее клеит второе стекло, устанавливает вторую рамку и накрывает все третьим стеклом.

Окончательное скрепление элементов стеклопакета происходит в специальном прессе.

По истечении минуты готовый стеклопакет подается на этот роликовый стенд.
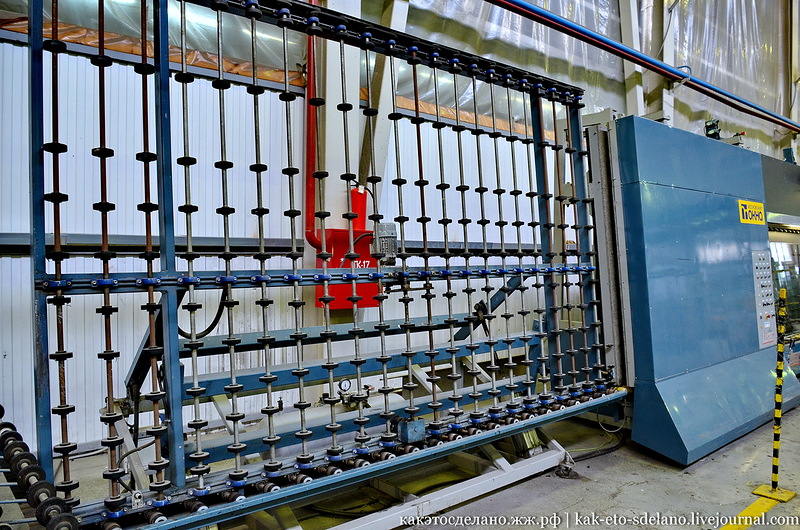
Приняв стеклопакет, стенд занимает горизонтальное положение, и стеклопакет подвергается последней операции.

В двух бочках, которые можно увидеть на фото, находятся ингредиенты герметика. Во время нанесения на стеклопакет оба ингредиента смешивают.

Герметиком обильно смазывают все кромки стеклопакета.

Для высыхания герметика стеклопакеты устанавливают на специальный стенд. Его высыхание длится ровно сутки. После этого стеклопакет можно вставлять в окно.

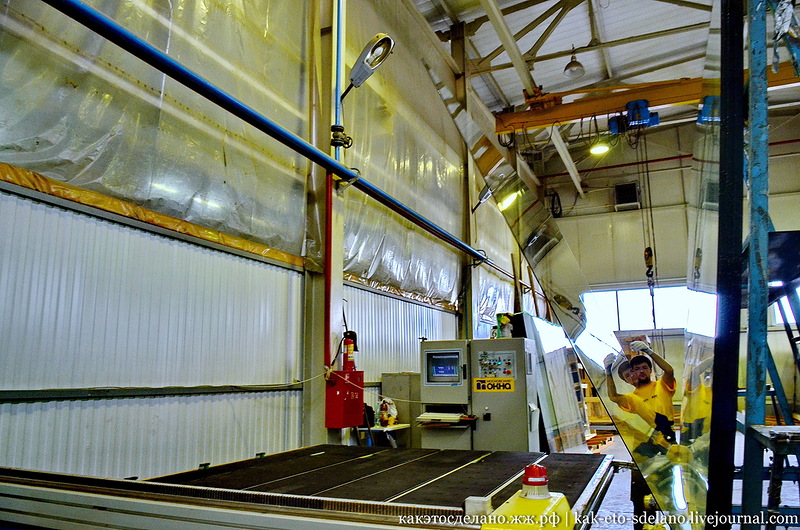
На предприятии имеется специальная печь. Она используется для разогревания профилей перед приданием им арочной формы. Согнутый профиль можно увидеть рядом с печью.

Полностью готовые пластиковые окна хранятся на складе.

Читайте также Откосы для пластиковых окон
Вот в такой последовательности производятся любимые в нашей стране пластиковые окна.







Производство пластиковых окон в фото. Мне думается, это интересно. Почитайте!